
12.5.1 Introduction
With the rapid advances in metalworking technology, it is now necessary, when selecting new machines, to go back to the basic fundamentals of processing a part. An analysis of capital and processing costs may well indicate that the traditional metal-cutting process for producing a given part may not be the most cost effective. Grinding has recently successfully replaced such processes as lapping and broaching, while grinding itself has been replaced on many occasions by hard turning. Machine tool builders are combining metal-cutting processes, converting machines for one process to another, or reducing costs by adopting commonality of machine components. At the same time, tighter environmental and quality demands and the “Just-In-Time” approach to manufacturing can make historic processing methods obsolete. Some examples are described below.
12.5.2 Fine Grinding as a Replacement for Lapping
Grinding of flat components by processes such as double-disc grinding has traditionally been limited to achievable flatness tolerances of about a micron. To obtain flatnesses of the order of 0.2 pm to 0.6 pm (1-2 light bands) demanded for seals, fuel injection, automotive transmission, and pump components has required lapping. This is a slow, batch process carried out on large cast iron tables up to 3 m in diameter using free abrasive slurries. Lapping is very dirty and requires an expensive postlap cleaning process. However, the kinematics of some lappers is quite sophisticated as described later in this handbook. Machine tool builders have, therefore, combined lapping kinematics with fixed superabrasive grinding wheels to reduce cycle time by up to a factor of 10.
An example of a comparison of the cost of lapping and fine grinding is shown in Table 12.5 grinding PM steel parts on a Peter Wolters double-sided grinder with vitrified CBN pellet wheels [Hitchiner 2002].
The greater savings come not from the actual grinding process but from the elimination of the subsequent cleaning process required after lapping (Table 12.5).
Comparative Example of Lapping and Fine Grinding Costs
Lapping Grinding
Input Cost/Part Cost/Part
Labor/machine cost $0.60 $0.25
Abrasive costs $0.08 $0.25
Plate cost (lapping) $0.01 $0.00
Cleaning cost $0.34 $0.00
![]() $1.03 $0.50
$1.03 $0.50
|
FIGURE 12.3 Illustrative examples of turn broaching and grinding of crank pins. (Courtesy of Landis, Waynseboro, PA. With permission.) |
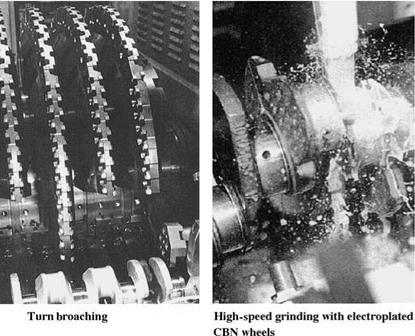
12.5.3 High-Speed Grinding with Electroplated CBN Wheels to Replace Turn Broaching
Traditionally, crankshaft journals are roughed from a forging using turn broaches. The majority of stock is present in the sidewall and undercut at the edges of the journal where it takes a heavy toll on tool insert life. Insert resetting can take several hours using expensive specialized equipment. Current high-speed grinding technology using electroplated CBN wheels in oil coolant was able to process the part in half the time of a turn broach at comparable or lower tooling costs. See illustrative examples in Figure 12.3. A crank grinder costs the same as a turn broach, effectively halving the capital equipment costs while eliminating the labor and capital costs of tool insert resetting.