
11.4.1 Introduction
Two essential quality aspects determine the result of a grinding process on the workpiece. On the one hand, the geometrical quality demands have to be fulfilled. These are dimension, shape, and waviness as essential macrogeometrical quantities. The roughness condition is the main microgeometrical quantity. However, increasing attention is also paid to the surface integrity state of a ground workpiece because of its significant influence on the functional behavior. The physical properties are characterized by the change in hardness and residual stresses on the surface and in subsurface layers, by changes in the structure, and the likely occurrence of cracks. All geometrical quantities can be determined by using laboratory reference measuring devices. For macrogeometrical properties, any kind of contacting systems are used, for example, 3D-coordinate measuring machines, contour stylus instruments, or gauges. Roughness measurement is usually performed with stylus instruments giving standardized values, but optical systems are also applied in some cases.
11.4.2 Contact-Based Workpiece Sensors for Macrogeometry
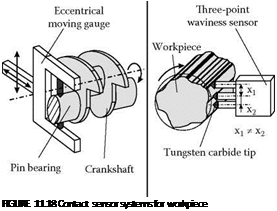
The determination of macrogeometrical properties of workpieces during manufacturing is the most common application of sensors in abrasive processes, especially grinding. For decades, contacting sensors have been in use to determine the dimensional change of workpieces during manufacturing. A large variation of in-process gauges for any kind of operation is available. In ID or OD grinding, the measuring systems can either be comparator or absolute measuring heads with the capability of automatic adjustment to different part diameters. The contacting tips are usually made of tungsten carbide, combining the advantages of wear resistance, moderate costs, and sufficient frictional behavior. If constant access to the interesting dimension during grinding is possible, these gauges are often used as a signal source for adaptive control (AC) systems. The conventional technique for measuring round parts rotating around their rotational axis can be regarded as state of the art. The majority of automatically operating grinding machines are equipped with these systems. In a survey of contacting sensors for workpiece macrogeometry in Figure 11.18 (left), a more complex measurement setup is shown. Due to the development of new drives and control systems for grinding machines a continuous path-controlled grinding of crankshafts has now become possible [Tonshoff et al. 1998].
The crankshaft is clamped only once in the main axis of the journals. For machining the pins, the grinding wheel moves back and forth during rotation of the crankshaft around the main axis to generate a cylindrical surface on the pin. An in-process measurement device for the pin diameter has to follow this movement. A first prototype system is installed in a crankshaft grinding machine. The gauge is mounted to the grinding wheel head and moves back and forth together with the grinding wheel.
 |
 |
The detection of waviness on the circumference of rotationally symmetric parts in grinding is more complex due to the demand for a significantly higher scanning frequency. Foth [1989] has developed a system with three contacting pins at nonconstant distances to detect the development of waviness on workpieces during grinding as a result of, for example, regenerative chatter (Figure 11.18, middle). Only by using this setup was it possible to identify the real workpiece shape, taking into account the vibration of the workpiece center during rotation.
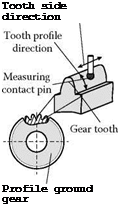
The last example of contact-based macrogeometry measurement in a machine tool is related to gear grinding (Figure 11.18, right). Especially for manufacturing of small batch sizes or single components of high value it is essential to fulfill the “first part good part” philosophy. For these reasons several gear-grinding machine tool builders have decided to integrate an intelligent measuring head in their machines to be able to measure the characteristic quantities of a gear including, for example, flank modification, pitch, or root fillet. Usually a measurement is done after rough grinding, before the grinding wheel is changed or redressed for the finish operation. Sometimes, the initial state before grinding is checked to compensate large deviations resulting from distortions due to heat treatment. Of course, the measurement can only be done if the manufacturing process is interrupted, but still the main advantage is significant time saved. Any removal of the part from the grinding machine tool for checking on an additional gear-measuring machine will take a longer time. Also, the problem of precision losses due to rechucking is not valid because the workpiece is rough machined, measured, and finished in the same setup. These arguments are generally true for any kind of high-value parts with small batch sizes and complex grinding operations. Thus, it is not surprising that also in the field of aircraft engine manufacturing new radial grinding machines are equipped with the same kind of touch probe system in the working space.