
In abrasive processes, the major application for acceleration sensors is related to balancing systems for grinding wheels. Especially large grinding wheels without a metal core may have a significant unbalance at the circumference. With the aid of acceleration sensors, the vibrations generated by this unbalance are monitored during the rotation of the grinding wheel at cutting speed. Different systems are in use to compensate this unbalance, for example, hydro compensators using coolant to fill different chambers in the flange or mechanical balancing heads, which move small weights to specific positions. Although these systems are generally activated at the beginning of a shift, they are able to monitor the change of the balance state during grinding and can continuously compensate the unbalance.
11.2.4 AE Systems
The application of AE sensors has become very popular in all kinds of machining processes over the last decade. A large variety of sensors specially designed for monitoring purposes have been introduced on the market. They combine some of the most urgent requirements for sensor systems like relatively low costs, no negative influence on the stiffness of the machine tool, easy to mount, and even capable of transmitting signals from rotating parts.
First results on AEs were published in the 1950s in tensile tests. Since then decades have passed until this approach was first used to monitor manufacturing processes. The mechanisms leading to AE are mainly deformations through dislocations and distorted lattice planes, twin formation of polycrystalline structures, phase transitions, friction, crack formation, and propagation. Due to these different mechanisms, AE appears either as a burst-type signal or as a continuous
emission. The grinding process is characterized by the simultaneous contact of many different cutting edges randomly shaped with the workpiece surface. Every single contact of a grain generates a stress pulse in the workpiece. During operation, the properties of the single grain and their overall distribution on the circumference of the grinding wheel change due to the occurrence of wear. Thus many different sources of AE have to be considered in the grinding process. The single pulse is a combination of the impact of the grain with the workpiece material and its fracture behavior, of wear of the individual abrasive, as well as wear of the bond material. Even the structure of the workpiece material may change due to thermal overload during grinding. A change from austenite to martensite structures in ferrous materials also generates AE, although the energy content is significantly lower compared to the other sources.
Different types of signal evaluation can be applied to the AE-sensor output. The most important quantities are root-mean-square value, raw AE signals, and frequency analysis. The time domain course of the root-mean-square value UAERMS contains essential information about the process condition [Inasaki 1991, Byrne et al. 1995]. This value can be regarded as a physical quantity for the intensity of the acoustic signal. It is directly related to the load of the material, thus making this value attractive for any kind of monitoring. However, it has to be regarded as an average statistical value, because most often a low-pass filter is applied. If short transient effects like single grit contacts are to be revealed, the raw AE signal without any filtering is more attractive. Evaluation in the frequency domain is used to identify dominant patterns, which can be related to specific process conditions like chatter.
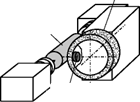
Possible positions of AE-sensors in grinding are shown in Figure 11.2. The spindle drive units, the grinding wheel, or the workpiece can be equipped with a sensor. In addition, fluid-coupled sensors may be used without any direct mechanical contact to one of the mentioned components.
In Figure 11.8, the correlation between the surface roughness of a ground workpiece and the root-mean-square value of the AE-signal is shown [Meyen 1991]. A three-step outer diameter plunge grinding process with a conventional corundum grinding wheel was supervised. It is obvious that for a dressing overlap of Ud = 2, the coarse grinding wheel topography generated leads to a high initial surface roughness of Rz = 5 pm. Due to continuous wear of the grains the roughness increases as more material is removed. For the finer dressing overlap of Ud = 10, a smaller initial
|
1.5 |
 Grinding wheel: Workpiece:
Grinding wheel: Workpiece:
Cutting speed:
Workpiece speed:
Rel. material removal rate:
Coolant:
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
![]()
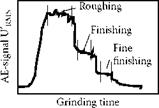
roughness with a significant increase can be seen for the first parts followed by a decreasing tendency. This tendency of the surface roughness is also represented by the AE-signal. Higher dressing overlaps lead to more cutting edges thus resulting in a higher AE activity. The sensitivity of the fine finishing AE-signal is higher, because the final roughness is mainly determined in this process step. Meyen has shown in many other tests that a monitoring of the grinding process with AE is possible.
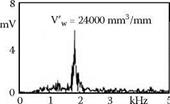
Besides these time domain analyses, the AE-signal can be investigated in the frequency domain. Effects like wear or chatter vibration have different influence on the frequency spectrum, thus it should be possible to separate these effects. Figure 11.9 shows the result of a frequency analysis of the AE-signal in outer diameter plunge grinding with a vitreous bond CBN grinding wheel [Wakuda et al. 1993]. As a very special feature, the AE sensor is mounted in the grinding wheel core and the signals are transferred via a slip ring to the evaluation computer; thus grinding, as well as dressing operations, can be monitored. The results reveal that no significant peak can be seen after dressing and first grinding tests. Only after a long grinding time do specific frequency components emerge from the spectrum, which gain constant rising power during the continuation of the test. The detected frequency is identical with the chatter frequency, which could be stated by additional measurements. The AE-signals were used as input data for a neural network to automatically identify the occurrence of any chatter vibrations in grinding [Wakuda et al. 1993].
From the very first beginning of AE application in grinding, attempts were made to correlate the signal to the occurrence of grinding burn. The works of Klumpen [1994] and Saxler [1997] are directly related to the possibility of grinding burn detection with AE sensors. They made a systematic approach to identify dominant influences on the AE signal during grinding.
One fundamental result was that all process variations, which finally generate grinding burn, including increasing material removal rate or infeed or reduced coolant supply, lead to an increase of AE. Klumpen [1994] could only identify grinding burn by applying a frequency analysis of the AE signal to determine the inclination of the integral differences. This must be regarded as a major disadvantage because a frequency analysis is usually performed after grinding. This conclusion may change, of course, with the increasing availability of modern fast data signal-processing computer devices. Saxler concentrated on the AE signal in the time domain.
 |
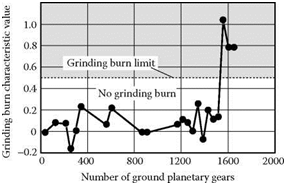 |
Workpiece: Planetary gear 20 MnCr 4 E, case hardened 61 HRC, chd 0.6 mm
FIGURE 11.10 Grinding burn detection with acoustic emission.
The major result of the work by Klumpen [1994] is shown in Figure 11.10. Based on his investigations and theoretical considerations, he concludes that the AE sensor must be mounted on the workpiece to be most sensitive to grinding burn detection. This is, of course, a major drawback for practical applications. An industrial test was conducted during gear grinding of planetary gears with an electroplated CBN-grinding wheel. The sensor was installed at the hydroexpansion clamping mandrel instead of one of a set of five gears. The sensor can rotate with the indexing head. The signals are wireless transferred to the stationary receiver. With the aid of artificial neural networks, Klumpen was able to achieve a dimensionless grinding burn characteristic value from the AE values of different frequency ranges in the time domain. Thus an in-process detection of workpiece surface integrity changes became possible. The high efforts for training of the artificial neural network and the problems related to the sensor mounting at the workpiece side must be seen as limiting factors for a wider industrial application. However, the results have clearly shown that AE systems can be regarded as suitable process quantity sensors in grinding to monitor surface integrity changes.