
The measurement of power consumption of a grinding spindle drive can be regarded as technically simple, but the evidence of this process quantity is definitely limited. The amount of power used for the material removal process is always only a fraction of the total power consumption. Nevertheless, power monitoring is widely used in industrial applications by defining specific thresholds to avoid any overload of the whole machine tool due to bearing wear or any errors from operators or automatic handling systems. In grinding, power monitoring is a popular method to avoid thermal damage of the workpiece. The main reason is the easy installation without influencing the working space of the machine tool and the relatively low costs. However, different investigations have clearly shown that the dynamic response of a power sensor at the main spindle is limited.
A typical result is shown in Figure 11.7 for a grinding process on spiral bevel ring gears, introducing a vitreous bond CBN grinding wheel for this complex operation. The cone-shaped grinding wheel with a metal core is fed to the workpiece made of case-hardened steel with a 6-axis CNC grinding machine; the process is called flare-cup grinding. Monitoring of the grinding power revealed a constant moderate increase over the material removal, V’w. At a specific material removal of 8,100 mm3/mm, which corresponds to a number of 27 ground ring gears, grinding burn was detected for the first time by nital etching. The macro — and microgeometry of the 28 th workpiece was still within the tolerances, so the tool life criterion was the surface integrity state. After conditioning the grinding wheel with a diamond form roll, the process can be continued. The grinding burn limit fixed by this test was proven in further succeeding investigations. For this type of medium, or even large-scale production in the automotive industry using grinding wheels with
 |
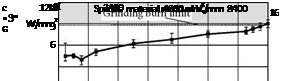 |
FIGURE 11.7 Power monitoring in spiral bevel gear grinding to avoid grinding burn.
a long lifetime, this power monitoring is a very effective way to avoid thermal damage of the workpiece and also to get rid of the environmentally harmful etching process.
These results reveal that power monitoring can be a suitable sensor technique to avoid surface integrity changes during grinding. The most promising application is seen for superabrasives, because the slow wear increase of the grinding wheel can be clearly determined with this dynamically limited method.