
The first attempts to measure grinding forces go back to the early 1950s and were based on strain gauges. Although the system performed well to achieve substantial data on grinding, the most important disadvantage of this approach was the significant reduction of the total stiffness during grinding. Thus research was done to develop alternative systems. With the introduction of piezoelectric quartz force transducers a satisfactory solution was found. In Figure 11.2, different locations are shown for mounting a force platform. In surface grinding, the platform is most often mounted on the machine table to carry the workpiece. In inner (ID) or outer diameter (OD) grinding this solution is not available due to the rotation of the workpiece. In this case, either the whole grinding spindle head is mounted on a platform or the workpiece spindle head and sometimes also the tailstock are put on a platform [Karpuschewski 2001].
Figure 11.3 shows an example of force measurement with the spindle head on a platform during ID plunge grinding. In this case, the results are used to investigate the influence of coolant supply systems while grinding case-hardened steel. The force measurements give a clear view that it is not possible to grind without coolant using the chosen grinding wheel due to wheel loading and, respectively, high normal and tangential forces. But it is also seen that there is a high potential for minimum quantity lubrication (MQL) with very constant force levels over the registered related material removal [Brunner 1998].
For OD grinding, it is also possible to use ring-type piezo-electric dynamometers. With each ring, again, all three perpendicular force components can be measured; they are mounted under preload behind the nonrotating center points. To complete possible mounting positions of dynamometers in grinding machines, also the dressing forces can be monitored by the use of piezo-electric dynamometers, for example, the spindle head of rotating dressers can be mounted on a platform. Besides these general solutions, many special setups have been used for nonconventional grinding processes like ID cut-off grinding of silicon wafers or ID grinding of long small bores with rod-shaped tools.
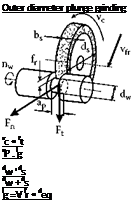
Force measurements can also be used to get information about the surface integrity state of a workpiece. The tangential force is the more important component, because the multiplication of tangential force and cutting speed results in the grinding power Pc as shown in Figure 11.4 for OD plunge grinding. If this grinding power is referred to the zone of contact, the specific grinding
 |
 |
P"c
deq
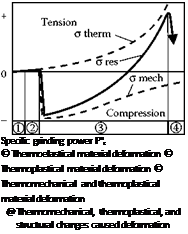
FIGURE 11.4 Residual stress determination depending on grinding power.
power Pc can be calculated. Grinding power can be used to estimate the heat generation during grinding [Brinksmeier 1991, Karpuschewski 1995, Marinescu et al. 2004].
On the right-hand side of Figure 11.4, the residual stress change at the surface of a ground — hardened steel workpiece is schematically shown for increasing specific grinding power [Brinksmeier 1991]. The effects of thermal and mechanical loads interact with each other. At the beginning, only small thermally induced residual stresses due to external friction are likely to occur. With the beginning of plastic deformations, a steep increase of compressive residual stresses can be registered. With rising specific grinding power and thus higher temperatures in the contact zone the mechanical influence decreases while the thermal load becomes dominant.
stress measurements of different plunge-cut ground workpieces made of case-hardened steel. The specific grinding power as the main characteristic was varied through the increase of the specific material removal rate Q’w. Brinksmeier analyzed a large variety of different grinding processes to establish an empirical model for the correlation between the specific grinding power based on force measurement and the X-ray-calculated residual stress states [Brinksmeier 1991]. Figure 11.6 shows so-called thermal transfer functions for different grinding operations on ball bearing steel. The results reveal that it is possible to generate compressive residual stresses with any grinding operation as long as the specific grinding power is small enough. For higher values of Pc, there is a clear tendency toward tensile residual stresses. The superior behavior of cubic boron nitride (CBN) grinding wheels compared to conventional abrasives is obvious, because this abrasive has a much better thermal conductivity and is thus able to remove more heat from the zone of contact.
Recent fundamental investigations of grinding efficiency and thermal damage have highlighted the importance of specific energy in grinding [Rowe and Jin 2001]. Specific energy is the energy per unit volume of material removed usually quoted in joules/cubic millimeter. Specific energy can be calculated by dividing the grinding power by the material removal rate.
Specific energy is an inverse measure of grinding efficiency. Low specific energy represents high removal rate with low consumption of energy. Table 11.1 clearly demonstrates that low specific energy gives rise to lower temperatures than high specific energy. Table 11.1 shows a measurement where the lowest temperature was recorded at the highest removal rate. This is the opposite of normal expectation and is simply a result of low specific energy. For this reason there is an increasing trend toward monitoring specific energy as a measure of the health of grinding processes. If the specific energy increases with time, it probably means the grinding wheel needs redressing.
The specific energy is conveniently computed from a grinding force sensor or from a power sensor. Power sensing is dealt with in the next section.
|
TABLE 11.1 Effect of Specific Energy and Removal Rate on Grinding Temperature
|
The results also show that it is not possible to predict the residual stress state only based on the specific grinding power without knowing the corresponding transfer function. The variations in the heat distribution due to different grinding wheel characteristics, process kinematics, and parameters are too widely spread. But nevertheless it can be clearly stated that a force measurement especially of the tangential force is a well-suited method to control the surface integrity state of ground workpieces.
The application of dynamometers can be regarded as state of the art. But also wire strain gauges are still in use. For example, force measurement in face grinding of inserts is not possible with a piezo-electric system due to limited space. In this case, an integration of wire strain gauges with a telemetric wireless data exchange was successfully applied [Friemuth 1999, Karpuschewski 2001].