
10.10.1 Conventional Grinding
In comparison to dry grinding and grinding with emulsions, lower temperatures were measured in grinding with oil [Dederichs 1972]. The capacity of the cooling lubricant to discharge heat from the contact zone can be affected by the occurrence of film boiling of the fluid in the contact zone, leading to an abrupt overheating of the workpiece and to thermal damage. Face grinding of steel with a water-based fluid showed that, with a rising subsurface temperature caused by an increase in depth of cut, the cooling lubricant increasingly evaporates above a depth of cut of ae = 35 pm and temperatures in excess of 100°C leading to similar grinding temperatures as in dry grinding. There is a similar effect during grinding with oil, but, at a higher critical temperature in excess of 300°C [Yatsui and Tsukada 1983, Howes, Neailey, and Harrison 1987, Howes 1990, Brinksmeier 1991a, Marinescu et al. 2004]. Thus, in many cases, it appears to be more effective to reduce the grinding heat generated by using a grinding fluid with a good lubricating effect than to absorb an increased amount of heat with the help of a grinding fluid of a high specific heat capacity [Klocke 1982].
In addition to a superior material-removal rate and surface quality, wear of the grinding wheels and the tangential grinding forces are lower when grinding metals with grinding oils than in the case of grinding with water composite fluids. No uniform tendencies of the normal grinding force could be observed comparing the use of grinding oils and water composite fluids [Zwingmann 1960; Guhring 1967; Keyser 1970; Sperling 1971; Peters and Aerens 1976; Oates, Bezer, and Balfour 1977; Polyanskov and Khudobin 1979; Tonshoff and Jurgenharke 1979; Konig 1980; Althaus 1982; Zimmermann 1982; Ott 1985; Vits 1985; Holtz and Sauren 1988; Kerschl 1988; Carius 1989; Brinksmeier 1991a, b; Heuer 1991, 1992; Ott 1991; Boschke 1993; Treffert 1995; Webster 1995; Heinzel 1999; Marinescu et al. 2004].
In external grinding of roller bearing steel 100Cr6 (62 HRC) with CBN grinding wheels, pure grinding oil gave lower wear than 5% emulsion, with improved surface quality and lower tangential forces. Higher wear of CBN grinding wheels with water composite fluids is often traced back to hydrolytic wear. Model tests, where CBN grains were heated up to 1,000°C, showed grain-edge rounding, etching of the grain surface, and a loss of weight as a result of a chemical reaction between boron nitride and water leading to the development of boron acid and ammonia. Such wear behavior, however, could not be observed under practical daily grinding conditions. Generally, it is found that chemical wear in grinding with CBN grinding wheels using solutions or emulsions is of secondary significance [Triemel 1976, Heuer 1991]. Lower normal forces occurred using emulsion in external cylindrical grinding of 100Cr6 with CBN grinding wheels, at removal rates
FIGURE 10.4 Influence of arrangement and number of cleaning nozzle on surface quality during surface grinding. (From Konig 1996. With permission.)
of Q’w = 2.0 mm3/mm/s and 12.0 mm3/mm/s, and a cutting speed of vc = 60 m/s, leading to equivalent chip thickness, heq = 0.03 to 0.2 pm. This was traced back to greater bond wear due to increased friction between chips and bond, causing grain break-out and, consequently, a reduction of the cutting edge number. In contrast, CBN grains remain fixed in the bond for a longer time when grinding with oil and, despite lower friction, the grains show increasing flattening with grinding time (Figure 10.4) [Heuer 1991, 1992].
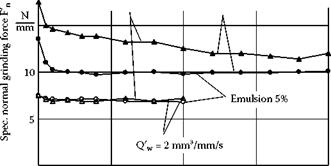
Similar results were found in internal cylindrical grinding of hardened 100Cr6 steel (Figure 10.5). In this case, the normal cutting forces as well as the tangential force component are eventually higher using oil than with water composite cooling lubricants, whereas in external cylindrical grinding a decrease in tangential cutting force is observable. Furthermore, higher G-ratio and better surface quality are achieved with grinding oil [Tonshoff and Jurgenharke 1979, Althaus 1982].
10.10.2 Influence of the Fluid in Grinding Brittle-Hard Materials
Despite the fundamentally different material-removal mechanisms, conclusions relating to fluids for brittle-hard materials are similar to those for ductile materials. In the case of reciprocating face grinding of ceramic materials with diamond grinding wheels, there are advantages concerning surface quality and process behavior if grinding oil is used in contrast to water composites. While the use of water composite fluids is characterized by an increase of the normal force during the grinding of Al2O3 and HPSN, lubrication with grinding oil showed a process behavior with low and nearly constant normal grinding forces up to a specific material-removal volume of V w = 780 mm3/mm. Furthermore, there is lower radial wear of the grinding wheel during the grinding of these ceramics with grinding oil [Tio and Bruecher 1988, Brucher 1993, Spur 1993]. The obvious differences in the topography
Process:

![]()
![]()
![]()

![]()
![]() External cylindrical plunge grinding
External cylindrical plunge grinding
Grinding wheel:
B64 VSS 2804 GK V360 ds — 50 mm vc — 60 m/s
Workpiece:
100 Cr6, 62 HRC dw — 60 mm vtf = 1 m/s
Dressing:
Cup wheel D 301 ad = 2 ^m
qd — (-) 0.7 Ud — 25
Cooling lubricant:
Emulsion 5%
Mineral oil, not added qKSS — 45 l/min
FIGURE 10.5 Influence of different cooling lubricants on grinding forces during cylindrical grinding. (From Heuer 1992. With permission.)
of the Al2O3 surfaces ground with grinding oil and emulsions suggest a considerable influence of the grinding fluid on the chip-formation mechanisms. In contrast to the surfaces ground with grinding oil, there are hardly any directional grinding marks on surfaces ground with water composite fluids [Tio 1988, Roth and Wobker 1991, Wobker 1992, Brucher 1993].
These findings are also confirmed for the face grinding of an aluminum oxide reinforced with 10% ZrO2. Different surface structures are generated depending on the grinding fluid and nearly constant normal and tangential grinding forces occur. Moreover, the grinding wheel wear is lower if grinding oil is used [Brinksmeier 1991a, Heuer 1991, Roth and Wobker 1991, Wobker 1992]. In contrast, if petroleum or petroleum fog was used for cooling and lubrication in the face grinding of different oxide ceramic materials in further research projects, lower normal forces occurred than with emulsion, emulsion fog, or compressed air. The lowest tangential force and the lowest wear, however, were measured in grinding with emulsion and emulsion fog. The surface quality achieved was almost independent of the grinding fluid in these investigations [Sawluk 1964]. Grinding of HPSN and Al2O3/TiC gave different results. In these cases, higher normal forces were measured with grinding oil than with water composite fluids. This was explained by elevated thermal stress of the grinding wheel. Wear of the grinding wheel was also lower with these materials if water-immiscible fluids were used [Brinksmeier 1991a, Heuer 1991, Roth and Wobker 1991, Wobker 1992].
There are hardly any differences between water composite grinding fluids of different compositions in terms of grinding forces during face grinding with axial feed of Al2O3 + 10% ZrO2, HPSN, and Al2O3/TiC. Wear of the grinding wheel was, however, lower with emulsion than with a solution irrespective of the material [Wobker 1992]. Friction and wear tests using a four-ball tester with hexadecanen (C16H18) and different additives showed a significant reduction of the friction value and of the wear coefficient in the case of the friction pairs Al2O3/Al2O3 and ZrO2/ZrO2. The most obvious influence in the case of these pairs was shown after the addition of 0.1 mol% zinc-dialkyldithiophosphate. In the case of the friction pairs SiC/SiC and Si3N4/Si3N4, the influence of the additives was smaller. While marginally smaller friction and wear coefficients were observed in the case of the silicon nitride tool under addition of zinc-dialkyldithiophosphate, too, no change of the friction and wear parameters was detected in the case of silicon carbide [Bartelt and Studt 1992]. The effects of an addition of fatty acids of different chain lengths were analyzed in sliding wear tests with hexadecan lubrication within the scope of other investigations. Fatty acids with six or more carbon atoms proved to be good lubrication additives. This effect is due to thicker adsorption layers [Studt 1987].
In the case of grinding spectacle lenses, superior cutting performance was achieved by using grinding oil although the surface quality was poorer [Pfau 1987]. The use of light grinding oil is better in the cutoff grinding of glass. Although the use of petroleum would lead to a service life increase of up to 10% to 15%, this fluid is not used due to the fire hazard. In contrast, when face grinding glass blocks with diamond cup wheels, a 3% to 5% synthetic water composite fluid is used instead of oil [Seifarth 1987]. In the case of cutoff grinding of hard stone, studies show that grinding oil leads to a reduction of grinding forces and of tool wear. Furthermore, a higher surface quality can be expected if grinding oil is used. Wear tests on the grains of diamond grinding wheels indicate increased grain wear through grain flattening and splintering, while the highest number of damaged grains was observed in cutoff grinding with grinding oil [Tonshoff and Schulze 1980]. Investigation of the grinding of concentric circular grooves in marble showed only a minor influence of the composition of water composite fluid [Gerhauser and Laika 1977].
Investigations carried out at the IWF defined the minimum volume flow required in the contact zone for grinding different ceramic materials (Figure 10.6). Supplying this specific contact zone volume flow, grinding wheel wear reaches a minimum. A further increase of the volume flow leads to negligible further reduction of wear with clearly increased resistance against the supply of the cooling lubricant. Hence, this minimum contact zone volume flow is a significant design criterion for the design of the coolant supply system [Brucher 1996].