
An important group of cooling lubricant additives are polar additives, whose molecules contain polar groups (Figure 10.2). Polar additives are mostly unsaturated hydrocarbon compounds such as fatty acids, fatty alcohol, and fatty acid esters. Due to their polarity, these agents firmly deposit on the workpiece surface and form an adhering lubricating film. Additionally, there are cases where chemical reactions occur between the material and the cooling lubricant additive developing metallic soaps acting as highly viscous, plastic lubricating films. Due to the low melting point of these metallic soaps of approximately 150°C, the impact of polar additives decreases with higher temperatures [Zwingmann 1979, Konig 1980, Spur 1983, VDI-Richtlinie 3396 1983, Korff 1991, Konig et al, 1993, Kassack 1994]. A further group of active agents are the so-called EP additives, which consist of phosphor and sulphur compounds. Additives previously used containing chlorine are barely applied nowadays due to ecological and physiological reasons [Konig et al. 1993, Kassack 1994]. EP additives generate metal phosphates or sulphides in the contact zone through chemical reactions with the workpiece surface. They act as solid lubricating layers with high pressure resistance and low shear strength. The minimum temperature necessary for the occurrence of this reaction depends on the used agent. Phosphor additives have a temperature range of approximately 50°C to 850°C, while sulfur-containing additives are active between approximately 500°C and 1,000°C [Keyser 1974, Zwingmann 1979, Konig 1980, Zimmermann 1982, Spur 1983, Kassack 1994]. To cover
|
Process:
|
|
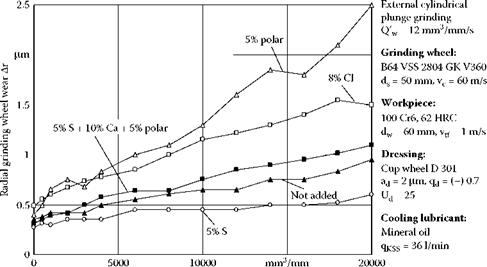
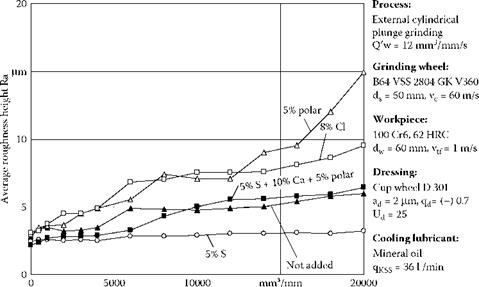
Spec. volume removed V’w FIGURE 10.2 Influence of different additives on the grinding wheel wear and surface quality during cylindrical grinding. (From Heuer 1992. With permission.) |
a wide temperature range, EP additives that act at high temperatures are combined with polar additives that act at lower temperatures in the cutting process of metals. As an example, sulphur substrates on a fatty oil basis are often used in metal working [Korff 1991, Kassack 1994].
Other cooling lubricant additives are added to avoid corrosion through adsorption on the workpiece surface or chemical reactions with the faces of the workpiece. Alcanolamines and carbon or boron acids are often used as corrosion inhibitors. Due to the nitrosamines problem, sodium nitrides are no longer used as corrosion protection additives. Boron compounds in water composite cooling lubricants are widely used as corrosion protection additives because of an additional protection against bacterial infection. The preservatives used in water composite products for the control of microorganisms, bacteria, and fungus growth are toxic and cannot be considered harmless in physiological terms. Alongside boron acids, the most important groups of these agents are formaldehyde-separators, phenols, and N/S heterocycles. In order to avoid foaming, poly-silicons and acrylates are added that have low surface tension and make foam quickly collapse. Antifog additives are mainly polymethacrylates and olefin copolymers, which lead to a recombination of the aerosol to fluid droplets causing the fog to condense near the point of its origin [Moller and Boor 1986, Korff 1991, Konig et al. 1993, Pfeiffer 1993, Kassack 1994].