
8.4.3 Microtopography
The current microtopography of the grinding tool can be judged directly by measurement or reproduction, or indirectly by analyzing the process effects or the work result. The best-known methods for a direct judgment of the grinding wheel topography are the measurement of the tool surface by gauging, for example, by laser triangulation or by profile method, or making imprints for a judgment under the microscope. The direct methods known today have the disadvantage that they can only be realized by intervening into the process disturbing the thermal balance [Brinksmeier and Werner 1992, Tonshoff 1998, Warnecke 2000, Marinescu et al. 2004].
8.4.4 Profile Wear
 |
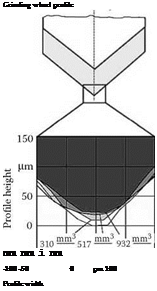 |
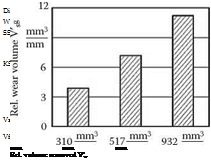
Through its varying size and strength at the profile edges of the grinding wheel during the process, increasing microwear leads to an increase in macrowear. These profile deviations entail quality deviations on the component. It is especially at the exposed profile tips of the grinding wheel where the process stress is the highest and edge rounding occurs. Figure 9.9 shows the profile wear of a D126 C50 diamond grinding wheel with resin bond grinding an SSiC-ceramic. The grinding wheel profile angle is aS = 45°.
The right-hand part of the image shows the increasing edge rounding in the course of the process. In this range, the wear volume of the grinding wheel profile also increases. The loss of grinding wheel volume, observable as the difference between the grinding wheel volume in the newly profiled state and that after the subsequent profiling, is characteristic for the wheel life up to the total consumption of the grinding layer. It is composed of the volume worn in the grinding process and that removed during dressing. Since the grinding wheel re-obtains the required shape in the profile dressing process, the maximum radial wear can be determined for the radial loss. The loss volume can be calculated by multiplying this sum by the geometry parameters of the grinding wheel. Finally, the dressing volume can be calculated by knowing the other two volumes. It gives information on the required regeneration effort of the profile in the profile dressing process, representing a decisive cost factor especially when using superabrasive grinding wheels [Malkin 1989, Liebe 1996, Klocke et al.1997].