
Wear occurs on the basis of single-grain forces and process temperatures [Marinescu et al. 2004]. Continuously sharp grain cutting edges are favorable for the grinding process and for a high grinding ratio, G. This requires microcrystalline grain splintering.
Wear types depend on the thermal mechanical grain stress. Figure 9.7 presents the qualitative depiction of grain flat growth, microcrystalline splintering, partial grain break-off, and total grain break-off against the thermal and mechanical grain stress.
|
|
|
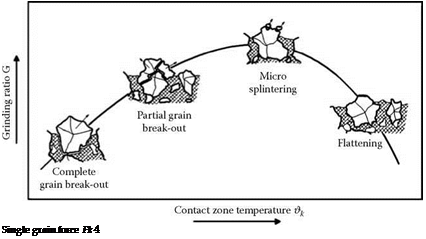 |
To achieve the desired microcrystalline grain splintering, an initial force is necessary that depends on the grain properties as well as on the grain structure. If this initial force is not achieved, the wear type shifts to grain flattening. If the initial force is exceeded, the wear mechanism shifts over partial grain break-off to total grain break-off. Through the selection of the grain specification and by changing the grinding material concentration and bond structure, the grinding wheel can be adjusted to the desired single grain forces achieving the necessary initial force for microsplintering.
9.3.10 Wear by Deposition
Besides the above-mentioned wear types, wear by deposition may also occur. Workpiece material residues are deposited under high pressure in the chip space, where they are held by undercut. Since these depositions are built up over several cutting edges, no cutting is possible any more with these grains [Lauer-Schmaltz 1979].