
The strength of the grain wear process is related to the magnitude of the stress impulses of the abrasive interactions. As an example, Figure 9.4 shows the abrasive grains of a D126 St50 grinding wheel with a concentration of C90 during grinding silicon carbide. In the left part of the image, the wear is typified by a wear flat developed on the grain. By increasing the magnitude of the stress impulses by superposing an ultrasonic oscillation, the wear process can be changed leading to splintering under otherwise similar process conditions, thus generating new sharp grain cutting edges.
9.3.4 Growth of Grain Flats




 |
 |
Reasons for the flattening of single grains are the above-mentioned mechanisms of abrasion, adhesion, corrosion, and diffusion. Flats only develop at the grain tip area at low single-grain forces
|
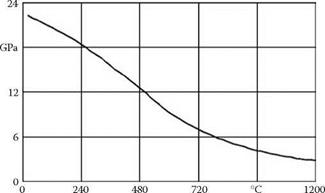
Tempe rature FIGURE 9.3 Hardness against temperature in polycrystalline sintered corundum abrasive grains. (From Anon. 2003c. With permission.) |
and high process temperatures. Hence, the grinding wheel specification must be adjusted for the process conditions. A grinding wheel specified for reciprocating grinding cannot be sensibly used in other fields of application. Therefore, if the wheel is used in deep feed grinding or in internal cylindrical grinding, grain flats may be increased due to decreased single-grain forces and increased process temperatures [Uhlmann and Stark 1997].
Figure 9.5 shows a model of a D126 C100 grinding wheel surface in a topography section of 1 x 1 mm2. The topography is depicted first for flattened grains and second for process conditions with normal splintering behavior. All other characteristics of the grinding wheel remain unchanged.
A clear change of parameters can be seen in the tip area. Flattening can only be verified by these parameters. The high material rate in the tip area leads to a high reduced groove depth, Rpk, and to a high tip surface Aj on the flattened grain. The parameters of the groove area are not affected by flattening.