
In order to suppress vibrations in grinding, it is necessary to identify whether it is forced vibration or self-excited vibration. Figure 8.2 provides a possibility for identifying the type of vibration in grinding. If the vibration is detected while the machine idles, it is forced vibration. Vibrations with higher frequency than the grinding wheel rotational frequency are, in most cases, regenerative chatter. Vibration observed at the beginning of grinding, just after dressing, is more likely to be workpiece regenerative chatter. Grinding wheel regenerative chatter appears after a considerable time of grinding.
8.7.1 Suppression of Forced Vibrations
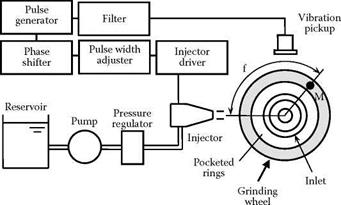
The most significant source of forced vibration in grinding is unbalance of the grinding wheel. In order to suppress the adverse effect of forced vibration on the grinding process, unbalance of the grinding wheel should be detected using a vibration sensor, followed by balancing the grinding wheel [Kaliszer 1963, Trmal and Kaliszer 1976, Gawlak 1984]. Figure 8.15 shows an example of a balancing method based on liquid injection into a wheel flange pocket [Horiuchi and Kojima 1986]. Elimination of unbalance of the grinding wheel is essential to meet the requirement of higher grinding accuracy.
|
Eccentricity of the grinding wheel is another significant source of forced vibration. This can be eliminated through truing the grinding wheel; however, truing and balancing should be repeated alternatively several times in order to completely eliminate the vibration source because truing possibly generates an additional unbalance in the grinding wheel.
Sources of forced vibration can usually be located through frequency analysis of the vibrations. For example, forced vibrations caused by unbalance and eccentricity of the grinding wheel have a frequency component that corresponds to the wheel rotational frequency.