
The vibration behavior in cylindrical, internal, and surface grinding processes differ in significant ways [Inasaki 1977a]. In the case of internal and surface grinding, the chatter frequency is, in most cases, related to the natural frequency of the grinding wheel spindle system because the
|
|
|
dynamic stiffness of internal grinding spindles is often lower than that of the workpiece system. This is not the case, however, for cylindrical grinding. In this latter case, the dynamic stiffness of the workpiece system is usually lower than that of the grinding wheel spindle system. In addition, chatter vibration caused by the regenerative effect on the workpiece surface seems to be difficult to develop in surface grinding. This is due to the fact that the phase shift between the inner and the outer modulation is not necessarily constant because of the uncertainty in the workpiece reciprocating motions.
There are two types of grinding operations: plunge grinding and traverse grinding. The stability analysis becomes much more complex for the traverse grinding process because the different contact condition between the grinding wheel and the workpiece should be taken into consideration along the wheel width [Shimizu, Inasaki, and Yonetsu 1978]. Figure 8.5 shows an example of the stability limit in cylindrical traverse grinding [Sugihara et al. 1980b].
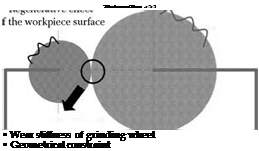
FIGURE 8.6 Factors affecting grinding dynamics.