
6.1. Факторы, влияющие на шероховатость поверхности
Как отмечалось при структурном анализе процесса формообразования, основными источниками шероховатости при шлифовании являются: а) следы режущих кромок в обрабатываемом материале; б) пластические, упругие, температурные деформации, хрупкое разрушение материала поверхностного слоя; в) перенос на обрабатываемую поверхность частичек материала, заторможенного на режущих кромках инструмента и в порах круга; г) взаимодействие обрабатываемого материала с СОТС и окружающей средой.
При шлифовании фактор геометрического копирования часто является преобладающим. Шероховатость образуется при отображении поверхностей резания в материале заготовки. При воздействии только геометрического фактора она может быть представлена как совокупность следов единичных абразивных зерен, которые проходят через рассматриваемое сечение. Каждая единичная риска в этом случае будет копировать форму вершины единичного зерна в сечении поверхности резания плоскостью перпендикулярной траектории движения. В связи с тем, что абразивные зерна имеют разнообразную форму и расположены на разном расстоянии от центра вращения круга, микрорельеф шлифованной поверхности,
обусловленный геометрическим фактором, является нерегулярным.
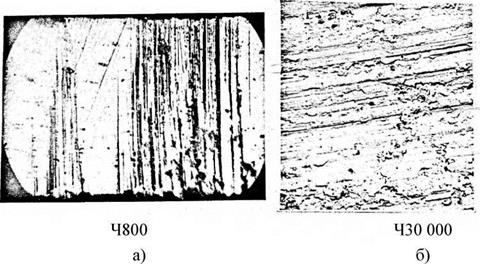
Достаточно хорошее соответствие отпечатка форме индентора можно наблюдать как при вдавливании (изменении микротвердости), так и при микрорезании. Микрофотографии единичных рисок, полученные на микроскопе МИМ — 8 при 300-кратном увеличении, рис. 6.1, а, показывают, что следы от выступов режущих кромок зерна четко выделяются на протяжении всей царапины. Аналогичное заключение можно сделать по электронным фотографиям
поверхностей плунжеров из закаленной стали ШХ15, шлифованных мелкозернистыми кругами, рис. 6.1, б.
Пластические деформации обрабатываемого материала искажают правильную форму и расположение рисок, увеличивая высоту неровностей [13,162]. Поверхностные слои вытягиваются и образуют надрывы с поперечными скоплениями металла (см. рис. 6.1, б). Как результат разогрева тончайшего слоя, имеет место размазывание размягченного материала по обрабатываемой поверхности [148].
|
Рисунок 6.1 — Фотографии рисок шлифованной поверхности при увеличении на оптическом а) и электронном б) микроскопах |
Хрупкое разрушение оказывает влияние на процесс формирования неровностей при обработке хрупких материалов, когда при резапии образуется стружка скалывания и на поверхности, кроме следов от режущих кромок, появляются многочисленные кратеры разнообразной формы. При обработке сталей и сплавов влиянием на шероховатость хрупкого разрушения обычно пренебрегают. При обработке чугуна уже при скорости резания 90 — 140 м/мин стружка надлома стремится перейти в стружку скалывания [12]. При скорости выше 100 м/мин нет вырывания кристаллов и отсутствует опережающая трещина, резец срезает металл, не вызывая далеко идущих разрушений.
Тепловое воздействие связано с изменением размеров неровностей при нагревании поверхностных слоев.
Температура в зоне контакта детали с кругом может достигать Ю00..1300°С [147]. При перепаде температур в 1200°С изменение линейных размеров выступов составляет 1…2%, что в общем случае является несущественным.
Химическое взаимодействие обрабатываемой поверхности с окружающей средой проявляется в протекании диффузионных процессов и химических реакций между материалами поверхностного слоя заготовки, абразивного зерна, связки, смазочно-охлаждающей жидкости. На поверхности детали могут возникать адсорбционные и химические пленки, которые частично или полностью разрушаются при шлифовании.
Процессы растворения материала, диффузии элементов, процессы образования пленок будут протекать неодинаково во впадинах и на гребешках неровностей. На этом основаны методы химического и электрохимического полирования, позволяющие за счет избирательного стравливания микровыступов обеспечивать без какого либо механического воздействия получение деталей с зеркальной поверхностью [127]. Значительное влияние на микрорельеф поверхности оказывают также химические процессы при электрохимическом шлифовании, когда большая часть металла с обрабатываемой поверхности удаляется за счет анодного растворения. Для обычных процессов шлифования используются СОТС, образующие на поверхности заготовки пассивирующие пленки. Толщина таких пленок незначительна, и непосредственное влияние СОТС на геометрические размеры неровностей невелико. Несмотря на это, среда может значительно повлиять на процесс формирования шероховатости поверхности через другие факторы. Под действием поверхностно-активных веществ может произойти
пластифицирование тончайших слоев детали. Изменяются физикомеханические свойства поверхностных слоев, коэффициент трения между абразивными зернами и материалом, что влияет на процесс пластического деформирования металла и состояние рабочей поверхности инструмента [49, 60, 67, 158].
Процессы физико-химического взаимодействия
обрабатываемого материала с абразивным зерном могут оказать на шероховатость поверхности как непосредственное влияние, так и через другие факторы. Прямое влияние отражается в приваривании частичек металла к абразивному зерну. Такое явление наблюдается при обработке жаропрочных и нержавеющих сталей [139]. При контакте круга с заготовкой частички налипшего металла размазываются и образуют на поверхности неровности. В среде инертных газов, когда на ювенильных поверхностях металла не образуется защитных пленок, наблюдается наиболее сильное взаимодействие обрабатываемого материала и абразивных зерен, процесс шлифования практически прекращается, наблюдается перераспределение металла по поверхности заготовки. Косвенное влияние процессов взаимодействия на шероховатость заключается в изменении скорости износа режущих кромок, состояния рабочей поверхности инструмента, величин пластических и упругих деформаций.