
Выполненный анализ работы единичных абразивных зерен позволяет рассмотреть вопросы прогнозирования износа абразивного инструмента. Для установившегося процесса шлифования, когда радиальный износ круга за касание постоянен, уравнение (5.4) может быть записано в виде
tg(x) = ARvkx — hg,
а приращение износа вершины зерна вычислится из предположения, что за v к Ат контактов длина резания за касание изменяется незначительно
S
Ahg= j h()I>kdzv кАт,
-h
A h dhrj
переходя к пределу Ax —» 0 и заменяя —— на ——, получим интегро-
Ах dx
дифференциальное уравнение износа абразивного инструмента
hg=vk j h0Pkdz. (5.9)
~Lg
Вероятность контакта вершины абразивного зерна с обрабатываемым материалом зависит от глубины микрорезания и износа зерна /?^ . Для момента времени 1 = 1() = 0 /?е = 0, что является
для дифференциального уравнения (5.9) начальным условием.
При работе инструмента в режиме затупления размерный износ вершины зерна, наиболее удаленной от центра вращения, равен радиальному износу круга
^^gmax — А/? при /?тах — If • (5-Ю)
При работе инструмента в режиме самозатачивания наиболее прочно закрепленные абразивные зерна разрушаются при
максимальной глубине микрорезания
Rgmax — ^gmax ПРИ ^gmax (^-И)
Зависимости (5.10) и (5.11) являются граничными условиями решения дифференциального уравнения износа круга.
Для наглядного описания структуры зависимости (5.9) рассмотрим частный случай, когда вероятность контакта вершины с обрабатываемым материалом пропорциональна глубине микрорезания:
k
Скорость износа вершины абразивного зерна зависит от
величины относительного износа Hq, скорости износа инструмента
ARvk, величины самого износа и режима резания. Уравнение (5.13)
является приближенным аналогом дифференциального уравнения
износа абразивного инструмента. Сопоставление значений Ьр,
вычисленных по уравнению (5.12), свидетельствует, что оно дает погрешность до 34%, что позволяет рекомендовать его только для очень приближенных расчетов.
Численное решение дифференциального уравнения износа абразивного инструмента получено для случая шлифования заготовок из закаленной стали кругами 24А 25-Н, рис. 5.13.
В системе координат h„ и tu (см. рис. 5.13) каждому значению
<э <э
скорости радиального износа инструмента соответствует кривая. Точки на кривой определяют глубину микрорезания и износ зерен в момент временит. При т =0 глубина и износ равны нулю (начальное
условие для решения дифференциального уравнения (5.9)). С увеличением числа контактов круга с заготовкой увеличиваются I,, и
о
hg. Точка на графике, соответствующая координатам вершины зерна,
перемещается по линии AR в сторону прямой АВС. С увеличением глубины микрорезания и площадок износа увеличиваются силы резания, уравнения (5.7), (5.8), что приводит к разрушению зерна. Например, при шлифовании с подачей, соответствующей AR =2-10"5 мм/об, для зерен с прочностью закрепления 35 Н такой момент происходит в точке D, с прочностью закрепления 45 Н — в точке Е.
|
Рисунок 5.13 — Соотношение между глубиной микрорезания и износом вершины зерна при различных значениях радиального износа круга: 1 — AR = 6-10 6 мм/об; 2 — AR = 2-10 5 мм/об; 3 — AR = 3,5-10 5 |
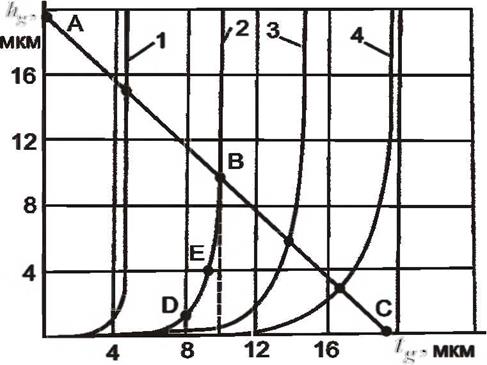
мм/об; 4 — AR = 6-10 3 мм/об
Наиболее прочно закрепленное зерно (граничное условие уравнения (5.9)) разрушается в точке В. Эта точка определяет
максимальную глубину резания при заданной поперечной подаче. Совокупность точек, соответствующих граничному условию (5.11), образует линию АВС. Для каждой глубины (г на линии существует
только одна точка и через нее проходит только одна кривая с определенным значением AR. При увеличении твердости абразивного инструмента линия АВС перемещается в сторону увеличения значений / и h зерна. Такой инструмент при
о о
определенном значении AR позволяет работать с большей глубиной микрорезания t. j, но при этом возрастает опасность появления
прижогов в связи с увеличением сил резания и температуры в зоне контакта.
При работе круга в режиме затупления, граничное условие (5.10), линии определенного значения AR при увеличении времени работы инструмента асимптотически приближаются к значениям
при которых наблюдается равенство размерного износа вершины зерна радиальному износу круга. Например, для AR = 2-10~5 мм/об такое соотношение наблюдается при /у = 9,8 мкм, для AR = 6-10_э мм/об — при /у =9,8 мкм. При этом с увеличением времени работы
инструмента на вершинах увеличиваются площадки износа, что, в свою очередь, приводит к возрастанию сил резания и увеличению вероятности появления прижогов.
При прогнозировании износа абразивного инструмента расчеты можно выполнять, используя разностные уравнения (5.2) и (5.3), определяя для каждого контакта круга с заготовкой длину пути резания, уравнение (5.5), и учитывая начальное и граничные условия.
На рис. 5.14 приводится сопоставление экспериментальных и расчетных значений по величине объемного износа абразивного инструмента для случая шлифования образцов из стали 4X13 кругами 1-400x40x203 24А 25-Н СМ2 К. Экспериментальные данные взяты из работы [84], величина относительного износа определена по уравнению (5.6). Между расчетными и экспериментальными данными
О 4 8 12 16 tf, мкм
соблюдается достаточно хорошее соответствие как по форме кривых, так и по абсолютным значениям величины износа.