
Наличие взаимных колебательных движений абразивного инструмента и обрабатываемой заготовки является характерной особенностью процесса шлифования. Колебательные движения возникают из-за дисбаланса вращающихся частей станка, колебаний, поступающих извне, автоколебаний, сопровождающих процесс резания. Частота вынужденных колебаний для шлифовальных станков по данным П. И. Ящерицына составляет 150 — 350 Гц, частота
 Наличие относительных колебательных движений шлифовального круга и
Наличие относительных колебательных движений шлифовального круга и
заготовки приводит к
изменению размеров и
формы зоны контакта, к искажению траекторий
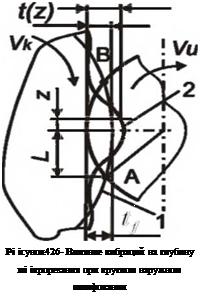
относительного движения вершин абразивных зерен в обрабатываемом материале, к изменению текущей глубины микрорезания t(z), рис. 4.26.
Относительные смещения в направлении линии центров круга и изделия вне зависимости от причин, их вызывавших, могут быть описаны [4] уравнением
Y = ЕЛ-, cos(wv, T +\fyi),
і
где Лп,, wv, цг v — амплитуда, циклическая частота и начальная фаза отклонений tj; т — время контакта поверхности с инструментом.
При вращении заготовки участок обрабатываемой поверхности проходит в зоне контакта от точки А до точки В. Глубина резания при отсутствии вибраций изменяется монотонно (линия 1) от нуля до / г и
Для точки A z = —L, т =0, для точки В — z = +L, х =2L/Vu.
При наличии вибраций закон изменения глубины усложняется, он представлен на рис. 4.26 синусоидальной кривой 2.
Для сечения поверхности, проходящего через зону контакта заготовки с кругом, мгновенная глубина микрорезания единичными абразивными зернами будет определяться
Z’^ U’. [ 1 j + z]
<Л (-) = tf — — + ЕЛ-/ cos(————- +Уу,). (4.51)
і ‘ и
Показатель а при вычислении вероятности удаления материала в условиях наличия вибраций определится по уравнению (4.29) при подстановке вместо t(z) значения 7^(z) из уравнения (4.51).
характеристику степени влияния вибраций на искажение формы зоны контакта заготовки с кругом. При V ^ = 271 за время прохождения
сечением зоны контакта заготовки с кругом совершается одно относительное колебательное движение, при V ^ = 71 — 1/2 часть полного колебательного движения.
Начальная фаза вибраций характеризует положение изменения текущей глубины микрорезания относительно зоны контакта. При V а +1|/ -Ът (п = 0, 1, 2, 3, 4,…,) в основной плоскости глубина
микрорезания увеличивается на величину амплитуды Аи.. При ^+■^=(277 + 1)71 она уменьшается на ту же величину. На рисунке 4.27 приводятся результаты вычисления слоя шероховатости для случаев максимального и минимального внедрения зерен круга по
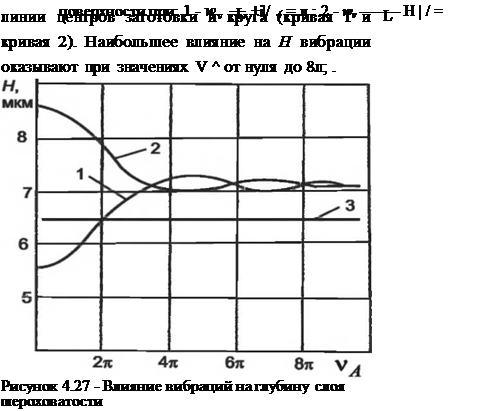 |
3 — без вибраций в технологической системе
При дальнейшем увеличении V ^ значение Н асимптотически
приближается к значению, определяемому амплитудой колебаний глубины микрорезания, но всегда остается больше слоя шероховатости, возникающего при шлифовании без вибраций, рис. 4.27, линия 3.
При малых значениях V, вероятность удаления материала
может рассчитываться при подстановке в уравнения (4.41), (4.42), (4.43) вместо tj значений 1ц = /у + Ан, cos(uy +|/ v,). Погрешность
такого приближения при V ^ составляет 2 — 5%.
Наличие взаимных колебаний шлифовального круга и заготовки приводит к неравномерному съему припуска на различных участках шлифуемой поверхности и появлению на поверхности волнистости.
При наличии вибраций V^=0…^/^j величина радиального съема материала определяется при замене в уравнении (4.44) t. j на tд при Z = О
Для поверхности, имеющей исходную вероятность удаления
.и
материала Р{М) = 0, д, = 0. радиальный съем изменяется на
к=
величину смещения фактической глубины микрорезания. Амплитуда волнистости, образуемой при этом на поверхности, равна амплитуде взаимных колебаний круга и заготовки. Аналогичная картина будет наблюдаться при совпадении периодов колебаний на всех касаниях поверхности заготовки с кругом.
При несовпадении по начальным фазам на отдельных касаниях поверхности с кругом величина радиального съема будет меняться соответственно изменению фактической глубины резания. Амплитуда волнистости для всех значений \i у будет меньше амплитуды
взаимных колебаний круга и заготовки.
Еще более сложная картина изменения А г будет наблюдаться
при V ^ =^…8ТС, в этом случае А г будет зависеть как от значения
|j v заключительного оборота, частоты и амплитуды вибраций, так и
от наложения фаз при последовательных касаниях заготовки с кругом. Таким образом, анализ возможных сочетаний V д и i|/v на каждом
касании показывает, что наиболее неблагоприятным сочетанием
является V 4 и \) 1у =\) 1у_1. При таком сочетании величина
амплитуды волнистости равна величине амплитуды вибраций.