
 |
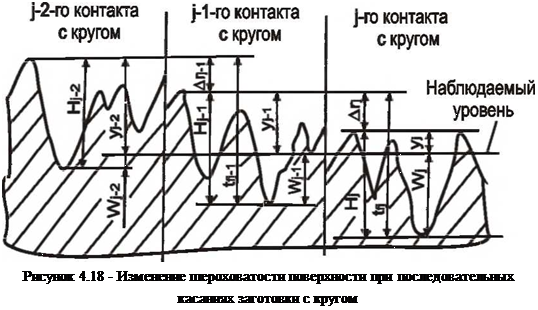
На j — м контакте абразивные зерна внедряются в материал на глубину l jj, с поверхности удаляется слой материала Дг}, образуется граничная область материал-среда толщиной Н■, изменяется вероятность удаления материала на уровне у -_} от исходной
поверхности. Для у-1-го контакта верхняя граница шероховатости поверхности смещена от центра вращения заготовки на величину радиального съема Дг., рис. 4.19, для /- 2-го контакта — на сумму
Д/у_1 + Д/у. Для некоторого предшествующего контакта все поверхности резания будут располагаться выше уровня у. Материал на уровне при этом контакте не будет удаляться. Для схемы рис. 4.18 это наблюдается для контакта j — 3 .
|
Рисунок 4.19- Размерный анализ переходной области материал-среда при последовательных контактах поверхности с инструментом |
Расстояние от верхней границы слоя шероховатости до фиксированного уровня после j — го касания равно у ■, после (у — /) — го
касания оно вычисляется
У j-i-1 = У j +Лг/ + … + АгіЧ =yj+ X Ага. . (4.40)
k=j-i
Обрабатываемый материал на уровне у ■ будет удаляться только
при выполнении тех касаний, для которых глубина микрорезания больше расстояния до уровня т. е. соблюдается условие
t f]_j А У /_і_ ■ Если tij_j < уj_j_i, то материал на уровне не удаляется,
показатель а._1 при вычислениях приравнивается к нулю, а
обобщенная зависимость для расчета вероятности удаления материала принимает вид
С ужесточением режима шлифования влияние показателей а
снижается, но остается достаточно значительным для всех рассмотренных сочетаний глубины микрорезания, скорости круга и заготовки. Доля предшествующих проходов для уровня y = 0,5tf
составляет 20…50% от суммы показателей ак.
Полученные данные свидетельствуют, что учет динамики формообразования поверхностей является необходимым условием для создания адекватных моделей процессов обработки заготовок абразивным инструментом.