
Полученные зависимости по числу, форме, распределению формообразующих элементов полностью определяют параметры базового участка рабочей поверхности инструмента. Другой формой ее задания является описание с помощью профилограмм и случайных функций. Метод пригоден для поверхностей, которые могут быть статически зафиксированы. При исследовании абразивных инструментов метод был впервые применен С. А. Поповым [110] и
Ж. Пеклеником [105]. При использовании метода профилограммы воспроизводящих поверхностей получают на основании принципа сканирования. Корреляционные функции вычисляют обработкой профилограмм на ЭВМ. Несмотря на существенные отличия в форме задания рабочих поверхностей инструмента по первому и второму способу, необходимо отметить и их общность. По параметрам единичных элементов и их распределению на базовом участке рабочей поверхности могут быть рассчитаны корреляционные функции и, наоборот, несколько профилограмм (а вряде случаев одна профилограмма) адекватно отображают состояние рабочей поверхности инструмента. Взаимосвязь этих методов может быть установлена не только экспериментально, но и аналитически.
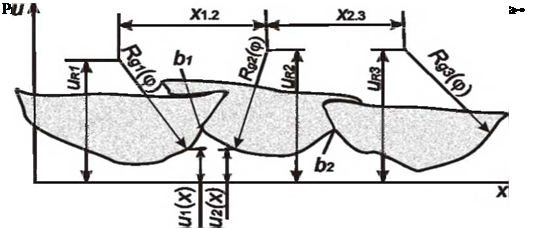
Рассмотрим сечение поверхности инструмента плоскостью, перпендикулярной вектору скорости резания, и спроектируем на эту плоскость профиль всех абразивных зерен, лежащих в интервале (3Z >Z>0, рис. 2.11. В результате получим элементарный режущий
профиль. Случайная величина U(x) (координата точки первого профиля) зависит от величины радиус-вектора зерна и его расположения по глубине инструмента
 при Xbi > х > 0,
при Xbi > х > 0,
где Um и XRl — координаты центра профиля первого зерна; Xh — координата точки пересечения профиля первого зерна с профилем второго зерна.
Аналогичные зависимости могут быть записаны для второго, третьего и т. д. выступов режущего профиля. В общем случае:
Значения координат точек пересечения Xh,Xh2,-~,Xhm определяются из уравнений вида
![]()
 |
“ URi — ^Rg-1 (фд) — (Хы- ~ Xri- )2
|
|
Системы (2.20) и (2.21) полностью определяют случайный процесс — координаты точек элементарного режущего профиля рабочей поверхности инструмента. Для вычисления математического ожидания и дисперсии координат достаточно решения первого уравнения системы (2.20) и одного уравнения системы (2.21). Для определения же корреляционной функции необходимо решение нескольких уравнений. Если абсциссы Х и Х2 элементарного режущего профиля находятся в пределах первого выступа, то корреляционная функция определяется
К/ (xhx2>x)=M[(U(xl)-ти(л-,))((/(х2)-ти(х2))]
/Q1
Если абсциссы Х и Х2 находятся в пределах первого и второго профилей, то условная корреляционная функция вычисляется
Для процесса в целом корреляционная функция определится суммой
(Ф-Т ) — (*2 — )2 — ти(Х2))
 |
где Xj — индикаторная функция, которая равна единице, если х2 принадлежит области значений Q, і-то профиля и равна нулю, если х2 не принадлежит области значений Q, / — го профиля
Корреляционная функция элементарного режущего профиля зависит от законов распределения трех случайных величин: радиуо — вектора единичного формообразующего элемента, ординаты его центра, расстояния между центрами двух соседних профилей, т. е. содержит все параметры, принятые при описании рабочей поверхности инструмента как комплекса отдельных формообразующих элементов.
Геометрический анализ элементарных режущих профилей показывает, что в процессе формообразования участвует не весь режущий профиль, а только его вершины, составляющие 0,1…0,04 от высоты режущего профиля. В этом случае знание корреляционных функций элементарного режущего профиля оказывается не обязательным, для анализа процесса формообразования достаточно иметь законы распределения вершин и ординат профиля. Плотность распределения вершин профиля по глубине совпадает с плотностью распределений вершин формообразующих элементов по оси ординат, уравнение (2.19), а функция плотности ординат профиля вычисляется по вероятности P(U < и).
При задании профиля формообразующих элементов корреляционными функциями средняя длина сечения профиля
bg (г*/ ) совпадает со средней длительностью пребывания случайной
функции выше заданного уровня
где fRg{p) — плотность вероятностей радиус — вектора точек профиля
зерна; Rx — расстояние от центра профиля абразивного зерна до точки пересечения уровня с радиус-вектором
Rx =yl(llR -uf+х2.
Ширина профиля единичного выброса случайной функции U(I) на уровне и вычислена при условии, что расстояние от наружной поверхности инструмента до центра абразивного зерна принимает заданное значение. Учитывая, что расстояние UR является величиной случайной и независящей от радиус-вектора зерна, математическое
![]()
 |
|||
ожидание М bg(u)
где fuR(uR) — плотность вероятностей расстояния от условной
наружной поверхности инструмента до центра зерна.
При описании профиля только вершин элементов рабочей поверхности инструмента, например, зависимостью (2.9), математическое ожидание ширины единичного профиля определяется как математическое ожидание функции случайных величин
где fp иь(р, иь) ~ совместная плотность распределения радиуса
округления и расстояния от вершины зерна до условной наружной поверхности инструмента.
Функция распределения ординат элементарного режущего профиля вычисляется по вероятности события, что расстояние от точки профиля U имеет значение меньше заданного Ftl(u) = P(U < и).
Для вершины одного абразивного зерна вероятность события Pj(U <и) вычисляется по соотношению ширины профиля к длине рассматриваемого участка. Для группы абразивных зерен вероятность совместного события P(U < и) определится по теореме сложения вероятностей.
Для относительно редких событий, к которым можно отнести выбросы элементарного режущего профиля, вероятность наложения профилей вершин формообразующих в пределах активной части пренебрежимо мала, на основании этого можно принять
![]() PT{U <и)*^Рі(У <и) = Ш bg (и)
PT{U <и)*^Рі(У <и) = Ш bg (и)
![]() — вычисляется по уравнениям (2.24) и (2.25).
— вычисляется по уравнениям (2.24) и (2.25).
При решении практических задач для определения функции распределения ординат профиля могут быть использованы и данные профилограмм поверхности инструмента.