
Применяемые для абразивной обработки цельные и составные абразивные инструменты в зависимости от их формы можно разбить на четыре группы: шлифовальные круги, головки, сегменты и бруски.
Шлифовальные круги представляют собой тела вращения, предназначенные для абразивной обработки деталей из различных материалов во время своего вращательного и поступательного движения при соответствующем вращательном и поступательном или только вращательном движении обрабатываемой детали. Головки в отличие от шлифовальных кругов не имеют сквозного отверстия, так как они крепятся при помощи клея на стальные шпильки. Сегменты и бруски применяют в виде комплектов в специальных патронах-головках для абразивной обработки при вращательных и поступательных движениях. Бруски, кроме того, применяют для ручных отделочных и заточных работ.
Номенклатура абразивных инструментов различных стандартных типов и размеров исчисляется 736 типоразмерами, а с учетом различных их характеристик она насчитывает около 12 тыс. разновидностей. На керамической связке делается 559 типоразмеров абразивных инструментов, на бакелитовой связке — 332 типоразмера и на вулканитовой связке — 157‘типоразмеров.
ГОСТом 2424—67регламентирован выпуск 22 форм шлифовальных кругов диаметром 3 — 1060 мм, высотой 0,18 — 275 мм с диаметром отверстий 1—305 мм (табл. 6).
Абразивные инструменты на керамической связке из электрокорунда и карбида кремния производятся зернистостью № 50—М10, на вулканитовой связке зернистостью № 50—5 и на бакелитовой связке из электрокорунда зернистостью № 160—М10 и из карбида кремния зернистостью № 50—М20.
Наиболее распространены круги прямого профиля и круги прямого профиля с выточками (форм ПП, ПВ, ПВК, ПВД, ПВДК), применяемые при круглом наружном, внутреннем, бесцентровом и плоском шлифовании, для шлифования резьбы, при заточке резцов и других инструментов, для правки шлифовальных кругов, для обдирочных, зачистных и других работ. Выточки у кругов указанных выше форм вызваны главным образом конструкцией станков, предусматривающих укрытие в этих выточках зажимных фланцев, а также условиями работы.
|
|
![]()
Круги типов ПВ и ПВК часто применяют для одновременного шлифования отверстия и торца детали, для шлифования торцом круга направляющих станин. Круги типа ПВДК применяют также в случаях, когда требуется одновременно обработка детали по диаметру и торцу, например при шлифовании шеек и щек коленчатых валов. Круги типа Д (диски) предназначены для различных отрезных и прорезных работ и шлифования глубоких узких пазов, чем и объясняется их малая толщина. Плоские круги конического профиля (типов 2П, ЗП, 4П) употребляют главным образом для шлифования резьбы, заточки и шлифования многорезцовых инструментов, зубьев колес, долбяков, пил, фрез, разверток и т. п.
Круги типа ПН и ПР применяют преимущественно для обдирочного плоского шлифования малых и больших поверхностей
|
Шлифовальные головки Таблица 7
|
|
Таблица 8 . |
различных деталей. В случаях необходимости шлифования больших поверхностей используют круги типа ПР, имеющие рифленую рабочую поверхность, что уменьшает площадь соприкосновения круга с деталью и облегчает условия шлифования.
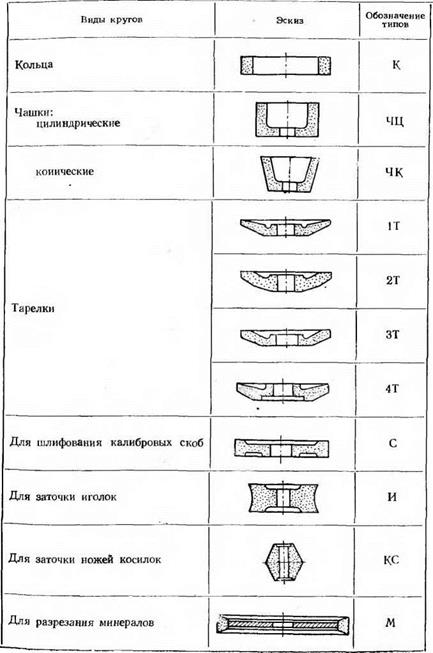
Круги-кольца (типов 1К и 2К) служат также для плоского шлифования торцом круга деталей небольшой толщины или имеющих небольшую площадь контакта с кругом, например колец шарикоподшипников. Выточка на круге типа 2К делается для осуществления более прочного крепления круга на планшайбе.
Круги типа ЧЦ — чашки цилиндрические. и ЧК—чашки конические применяют главным образом для заточки и доводки разного однолезвийного и многолезвийного инструмента. Кроме того, круги типа ЧЦ иногда используют для внутреннего шлифования, а круги типа ЧК —для плоского шлифования труднодоступных мест, например ласточкиных хвостов направляющих станин и т. п.
Тарельчатые круги (типов IT, 2Т, ЗТ) применяют для заточки и доводки зубьев фрез, разверток, протяжек, для шлифования зубьев долбяков и зубчатых колес и т. п. и для обработки труднодоступных мест.
Помимо стандартных форм, выпускается значительное количество типоразмеров нестандартных кругов.
Шлифовальные головки в соответствии с ГОСТом 2447—64 выпускаются семи типов (табл. 7). Все они применяются для внутреннего шлифования и ручной зачистки деталей.
Шлифование головками производится на внутришлифовальных станках и станках с гибким валом.
Сегменты (табл. 8) выпускаются в соответствии с ГОСТом 2464—67 девяти типов и предназначены главным образом для плоского торцового шлифования и заточки ножей. Круги, собранные из сегментов, отличаются от кругов типа 1 К, 2К, ЧЦ тем, что имеют прерывистую рабочую поверхность, что обеспечивает их работу с меньшим контактом соприкосновения и вследствие этого меньший нагрев шлифуемых деталей. Форма сегментов зависит от конструкции патрона, в котором они крепятся.
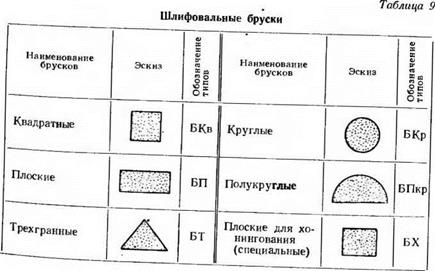
Шлифовальные бруски (табл. 9) типа БКв, БХ, БП применяют главным образом для наружного и внутреннего хонингования и для суперфиниширования. Остальные формы брусков применяют для ручных слесарных работ. Всего в соответствии с ГОСТом 2456—67 выпускается шесть форм брусков.