
Химически чистый корунд представляет собой кристаллическую окись алюминия (А1203), получаемую в результате плавки химически чистой окиси алюминия (глинозема). При переходе из расплавленного в твердое состояние окись алюминия кристаллизуется в а-корунд, чрезвычайно твердое вещество белого цвета, уступающее по твердости только алмазу, кубическому нитриду бора, карбиду бора и карбиду кремния. Микротвердость электрокорунда 1800—2400 кПмм2.
|
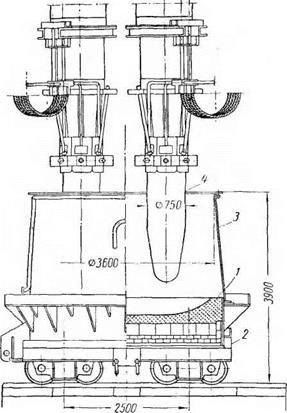
Рис. 1. Подвижная электродуговая печь мощностью 2250 ква для плавки электрокорунда-. / —ванна; 2 — тележка; 3 — кожух; 4 — электроды |
При существующих промышленных способах производства электрокорунд выпускается обычно с содержанием 91—99% А1„03; плотность электрокорунда равна 3,93—4,01 г/см3-, начало размягчения электрокорунда наступает при 1750° С, а точка плавления его 2040—2050° С, модуль упругости электрокорунда 76000 кГ/мм2. В зависимости от содержания окиси алюминия и примесей электрокорунд имеет различный цвет, структуру и свойства.
Промышленностью выпускаются три разновидности электрокорунда; 1) нормальный электрокорунд содержит 81—96% А1203 и имеет цвет от розового до темно-коричневого; 2) белый электрокорунд, содержащий 97—99% А1203; 3) монокорунд, содержащий в зерне 97 — 98% А1203. Твердость электрокорунда по шкале Мооса 9, микротвердость его разновидностей 1800—2600 кПмм2. Плавка электрокорунда ведется в открытых дуговых электрических печах подвижного типа (рис. 1) мощностью 1300—9000 кет и почти не отличается от прочих металлургических процессов, хотя продуктом плавки является не металл, а электрокорунд; образующийся же в процессе плавки ферросплав является побочным продуктом.
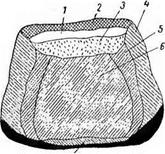 Процесс плавки указанных выше разновидностей" электрокорунда ведется на блок, или «на слив», или с выпуском в летку. В первом случае продукт (электрокорунд) остается в печи до конца плавки и затем после некоторого остывания извлекается оттуда в виде блока, имеющего форму усеченного конуса весом 20—30 т (рис. 2). Плавка «на слив» 7
Процесс плавки указанных выше разновидностей" электрокорунда ведется на блок, или «на слив», или с выпуском в летку. В первом случае продукт (электрокорунд) остается в печи до конца плавки и затем после некоторого остывания извлекается оттуда в виде блока, имеющего форму усеченного конуса весом 20—30 т (рис. 2). Плавка «на слив» 7
или на выпуск в летку ведется непре — рис. 2. Блок электрокорунда: рывно и осуществляется только в печах J
« . т-> 1—усадочная раковина; 2—шап-
значительной МОЩНОСТИ. В ЭТОМ случае ка; — иодшапка; 4 — край; Продукт плавки ПО мере наплавления 5-бок; £—центр; 7-низ сливается или выпускается из печи в
изложницы, где и кристаллизуется. В печах мощностью 9000 кет расплав выпускается через две летки: верхняя служит для выпуска электрокорунда, нижняя — для выпуска образующегося в процессе плавки ферросплава. При процессе плавки «на слив» или на выпуск в летку получается лучшее разделение расплава на электрокорунд и ферросплав, улучшаются условия удаления ферросплава и снижается содержание окиси железа в электрокорунде.
Производство электрокорунда является весьма энергоемким, материалоемким и трудоемким процессом. Так, на плавку 1 т электрокорунда затрачивается 2,5—3 гыс. квт-ч электроэнергии и более, в зависимости от качества боксита, мощности печи, требуемого качества электрокор унда и режима плавки. Основным сырьем для плавки электрокорунда является боксит, представляющий собой продукт выветривания глиноземосодержащих минералов Для электрокорунда важное значение имеет качество боксита. «Абразивный» боксит должен содержать не менее 50% А1303; его кремниевый модуль (отношение А1203 к Si02) должен быть не менее 9, желательно 15—20. Боксит не должен содержать таких вредных примесей, как окись кальция; его кальциевый модуль (отношение A12Os к СаО) должен быть не менее 170, т. е. при coll
держании в боксите 50% А1203 допустимо содержание не более 0,3% СаО. Содержание в боксите более 0,5% СаО, как показывает практика, вызывает значительное ухудшение качества электрокорунда.
В боксите не должны содержаться также такие примеси, как окись магния и сера. Чем выше кремниевый и кальциевый модули бокситов, тем выше получается в электрокорунде содержание глинозема.
Плавка пылевидных бокситов в связи с уменьшением газопро — водности шихты сопровождается весьма опасными выбросами расплавленной массы. Поэтому рекомендуется боксит предварительно спекать (агломерировать или кальцинировать).
Для восстановления примесей, содержащихся в боксите, и для рафинирования расплава в шихту для плавки электрокорунда добавляют определяемые расчетом количества углеродистых материалов и железной или чугунной стружки.
Сначала в процессе плавки происходит обезвоживание боксита, потом его расплавление; температура плавления боксита в зависимости от его качества находится в пределах 1500—1750° С; затем восстанавливаются примеси, образующие ферросплав, и выделяется глинозем. Чем полнее осуществляются в расплаве реакции восстановления, тем меньше в электрокорунде остается примесей Только примеси окиси кальция и магния почти целиком переходят в расплав электрокорунда, ухудшая качество электрокорунда и вызывая брак при изготовлении из этого электрокорунда абразивных инструментов.
Кальций, обладающий значительно более высоким сродством к кислороду, чем алюминий, не восстанавливается в процессе плавки, вследствие чего окись кальция переходит почти целиком в электрокорунд, связывая при этом некоторую часть глинозема в минералы, обладающие резко пониженной абразивной способностью (гексалюминат кальция и анортит). Так как для выплавки 1 т электрокорунда требуется почти 2 т сырого боксита, содержание примесей окиси кальция в электрокорунде также почти удваивается. Кристаллизация и количество корунда зависят от времени плавки и охлаждения, а также от содержания глинозема и примесей в электрокорунде.
По данным Н. Е. Филоненко, уменьшение содержания глинозема в электрокорунде с 95 до 93% снижает размеры кристаллов с 1,2 до 0,7 мм, т. е. по 0,25 мм на каждый процент, а дальнейшее уменьшение содержания глинозема до 91% вызывает уменьшение размеров кристаллов до 0,4 мм. На кристаллизацию зерен большое влияние оказывают также время охлаждения и объем массы расплава.
При плавке электрокорунда с добавкой окиси титана расплав получается более жидкий и кристаллизация идет лучше, вследствие чего электрокорунд с добавками окислов титана имеет более круп — 12
нокристаллическое строение. Чем крупнее кристаллы, тем лучше качество электрокорунда, так как частицы и сростки кристаллов имеют меньшую механическую прочность. Спайность у кристаллов электрокорунда отсутствует.
Чем больше в электрокорунде примесей кремнезема и карбидов титана и чем меньше содержание глинозема, тем выше его вязкость.
Абразивная способность электрокорунда в большой мере зависит от содержания в нем «А1203, часто неправильно называемого в производстве «физическим корундом» и представляющего собой кристаллическую форму глинозема.
Минеральный состав электрокорунда неравнозначен его химическому составу. Чем больше в электрокорунде примесей, тем ниже в нем содержание глинозема. Особенно большое влияние на снижение содержания а-глинозема оказывает окись кальция, почти целиком переходящая в процессе плавки из боксита в электрокорунд. Соотношения А12Оя и а — А1203, получающиеся при плавке боксита, содержащего удвоенное (против указанных ниже) количество окиси кальция, в процентах приведены в табл. 1.
|
Таблица I Соотношение между аА1203, А1203 и СаО в %
|
В электрокорунд, помимо корунда, входит ряд других минералов (гексаалюминат кальция, анартит и др.), снижающих абразивную способность электро корунда.
Количество примесей особенно увеличивается в крайних частях блока (см. рис. 2). Для уменьшения их содержания в зерне электрокорунда блок после разбивки сортируют и наиболее бедные корундом куски возвращают в плавку. Образующийся в процессе плавки ферросплав оседает в нижней и других частях блока. Этот ферросплав удаляют из электрокорунда в процессе его дробления и магнитной сепарации.
Чем ниже кремниевый модуль боксита, тем больше ферросплава образуется в электрокорунде. Поэтому применение бокситов с низким кремниевым модулем снижает количество электрокорунда, получаемого при плавке, и увеличивает удельный расход электроэнергии.
Белый электрокорунд. Сырьем для производства белого электрокорунда является глинозем. Белый электрокорунд так же, как и электрокорунд, плавится в дуговых электрических печах на
блок или на «слив» в зависимости от мощности печи. В последнем случае печь можно наклонять под определенным углом и таким образом сливать белый электрокорунд в специальные изложницы. Процесс плавки белого электрокорунда заключается в переплавке глинозема и переводе всех его модификаций в а-модификацию с последующей ее кристаллизацией.
Глинозем должен содержать максимум окиси алюминия, и чем меньше в глиноземе примесей, в особенности окиси натрия, тем лучше качество электрокорунда, получаемого из него. Чем больше в глиноземе примесей окиси натрия (допускается как максимум 0,3%), тем больше в процессе плавки образуется высокоглиноземистого алюмината натрия (Р-глинозема), обладающего абразивной способностью, в 2 раза меньшей, и снижающего прочность зерен белого электрокорунда.
Повышенное содержание кремнезема в белом электрокорунде также снижает его механическую прочность, что, в свою очередь, уменьшает стойкость абразивного инструмента. В результате плавки белый электрокорунд по своему химическому’ и физическому составам получается более однородным, чем нормальный электрокорунд.
Вследствие меньшего количества примесей, содержащихся в белом электрокорунде, хрупкость его выше нормального электрокорунда. Поэтому белый электрокорунд применяют в инструментах для чистового шлифования.
Белый электрокорунд, выплавленный с добавками титана, имеет более высокую (на 15—20%) прочность и потому применяется в производстве абразивных инстру’ментов для резьбо — и зубошли — фования. Добавка хрома в расплав белого электрокорунда придает ему большую вязкость и позволяет использовать такой электрокорунд при производстве абразивных инструментов для предварительного шлифования.
Монокорунд. Сырьем для плавки монокору’нда так же, как и для электрокорунда, являются бокситы и углеродистые материалы. Кроме того, при плавке монокорунда в шихту добавляется пирит (сернистое железо). Боксит, идущий в шихту для производства монокорунда, может содержать до 2% СаО без снижения качества монокорунда, что является преимуществом процесса производства этого вида электрокорунда, позволяющим использовать кальциевые бокситы.
При плавке монокорунда из бокситов, содержащих более 2% СаО, качество монокорунда ухудшается и износ абразивных инструментов, изготовленных из него, увеличивается в 2 раза. Плавка монокорунда, технология которой разработана во ВНИИАШе |М. В. КаменцеЕым], ведется в открытых дуговых электрических печах путем наплавления блока или с выпуском расплава через летку в изложницы. В результате плавки продолжи — 14
тельностью 40 ч наплавляется блок оксисульфидного шлака, состоящий из зерен корунда, сцементированных сульфидами алюминия, кальция, железа и частично титана. При последующей обработке кусков блока горячей водой зерна монокорунда освобождаются из сульфидов алюминия и кальция без дробления (шлак разлагается под действием горячен воды) и затем подвергаются обогащению и классификации.
Зерна монокорунда № 40—25 и мельче представляют собой главным образом отдельные кристаллы. Более крупные зерна монокорунда являются агрегатами и сростками нескольких кристаллов и потому перед классификацией и передачей в производство абразивных инструментов их подвергают дроблению. Монокорунд содержит меньше примесей, чем электрокорунд. Зерна монокорунда имеют больше режущих граней, чем зерна электрокорунда; они более прочные, вследствие чего их абразивная способность выше. Монокорунд применяют для обработки деталей из нержавеющих сталей, мягкой бронзы, керамики, пластмасс, особенно при внутреннем шлифовании.