
Depth of cut will also control roughness. However, the maximum dress depth should be kept under 30 pm for regular alumina wheels, after which the only change is increased tool wear. For seeded gel-type abrasives, the maximum dress depth should be under 20 pm. The minimum dress amount will depend on machine accuracy and stability, wheel wear, finish, etc., but may be as low as 2 pm.
7.2.7 Dressing Forces
For a typical K grade, conventional wheel dressing forces with single-point diamonds are typically in the range of 30 to 80 N normal to the wheel with a cutting force coefficient of about 0.25. Although these forces are lower than in other tools to be discussed later, the tool should, nevertheless, be well clamped in the holder and not overextended. Note the requirement a/b > 1/2 in Figure 7.4.
7.2.8 Dressing Tool Wear
Single-point tools wear relatively quickly compared ith multipoint dressing tools. A tool is typically worn out when the wear flat at the tip exceeds about 0.6 mm. One advantage of having the tool tilted to the axis of the wheel is that the tool can be rotated in the holder to keep the tip sharp. Caution should be applied, however, in that standard commercial tools often do not have the tool accurately centered in the holder. This can cause the operator to continually chase size after each rotation. The result is that the tool does not get rotated but rather is thrown away!
As the dressing tool wears, it loses its sharpness. This can affect the grinding process in a number of ways. Grinding forces and power may be reduced due to the dislodgement of abrasive grains and severe grain fracture using a blunt diamond as shown in Figure 7.6. However, this is not necessarily good news. Workpiece roughness is greatly increased and the grinding process becomes more variable as a dressing tool wears. This is the opposite of the requirement for close
|
Process |
: Cylindrical grinding |
|
Wheel |
: A465-K5-V30W, |
|
Workpiece width |
: Cast steel, 60-62 HRC, |
|
Speeds |
: Vs = 33 m/s, |
|
Dressing |
: ad = 0.015 mm |
|
ds = 390 mm dw = 17 mm vw = 0.25 m/s fd = 0.015 mm/rev |
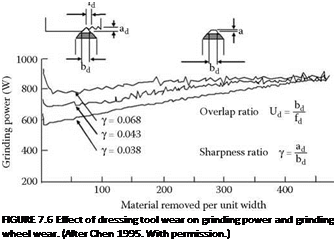
control of tolerances [Chen 1995, Marinescu et al. 2004]. There is also increased risk of dressing chatter with dressing tool wear. This is due to vibration of the diamond while dressing and leads to very poor wheel topography and chatter marks.